Stabilisation heat treatment
for steel wires and strands
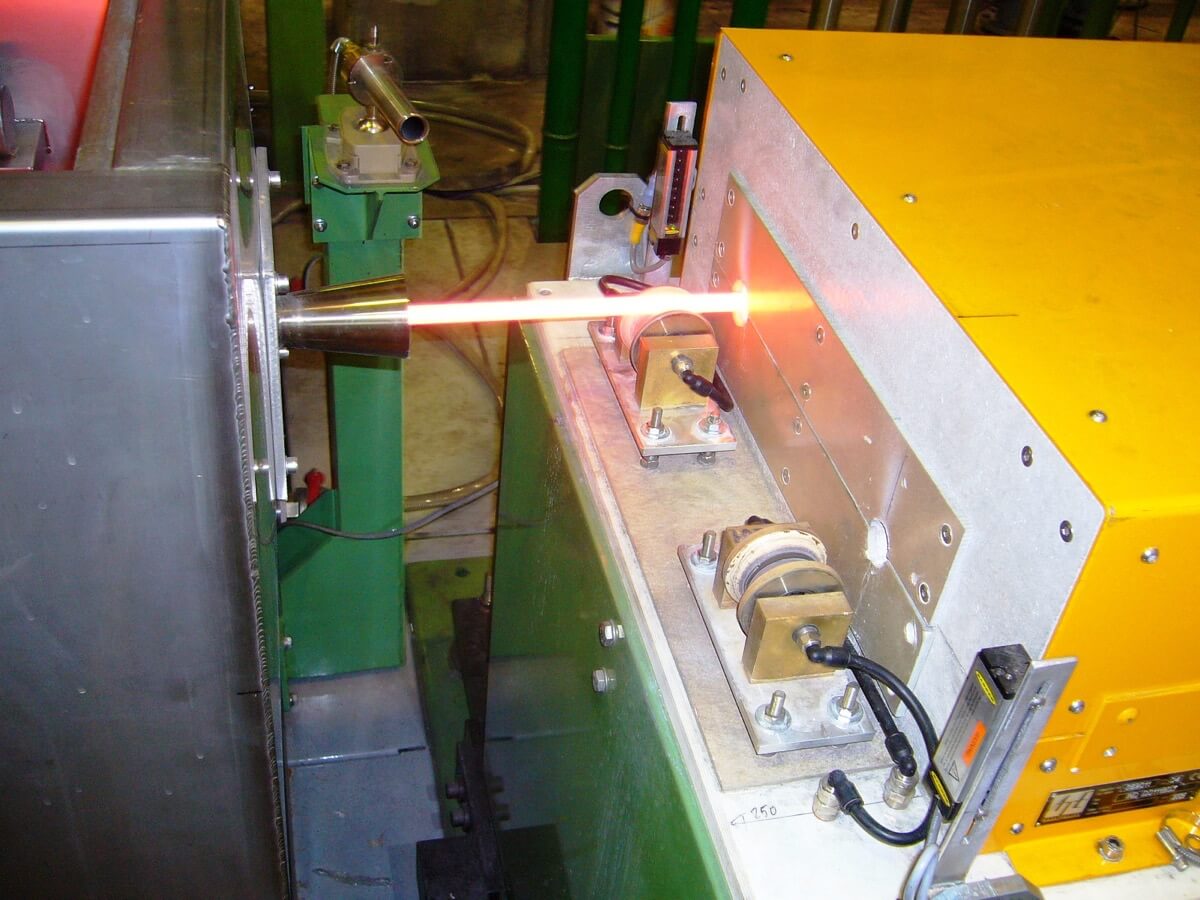
Stabilisation induction heat treatment is applied to reduce slackening in steel wires, braids and strands for prestressed reinforced concrete used in building large-sized structures and prefabricated elements as bridges, tunnels, viaducts, dams, geotechnical rods and railway sleepers.
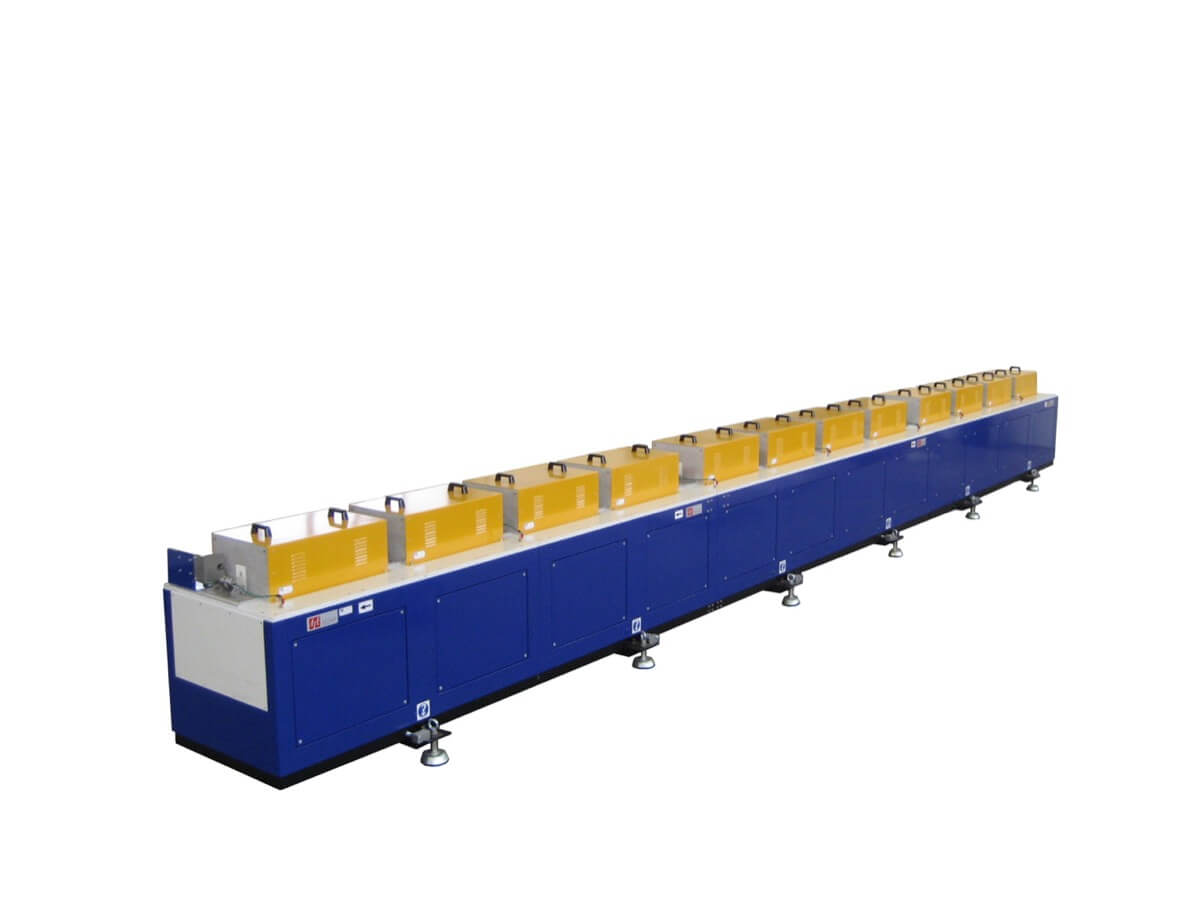
System for the induction treatment of strands for prestressed reinforced concrete




- Strand dimensions: up to 7/10” (sections up to 200 mm2)
- Wire dimensions: up to 11 mm
- Braid dimensions: up to 3 x Ø = 3 mm
- Treatment temperature: < 420˚C
- Output: up to 11500 kg/h