Annealing
When a metal is plastically deformed at rather low temperatures compared to the melting temperature, it produces:
- a variation in grain configuration
- work hardening
- an increase in the density of dislocations
It is possible to completely or partially recover the state previously to the cold working through a particular annealing treatment called recrystallisation annealing.
This recovery of the original properties of the material is the result of two different processes that occur during the annealing heat treatment, the recovery (reorganisation) of the dislocations and the recrystallisation of the grains.
This type of annealing produces a new structure in the grains without phase changing.
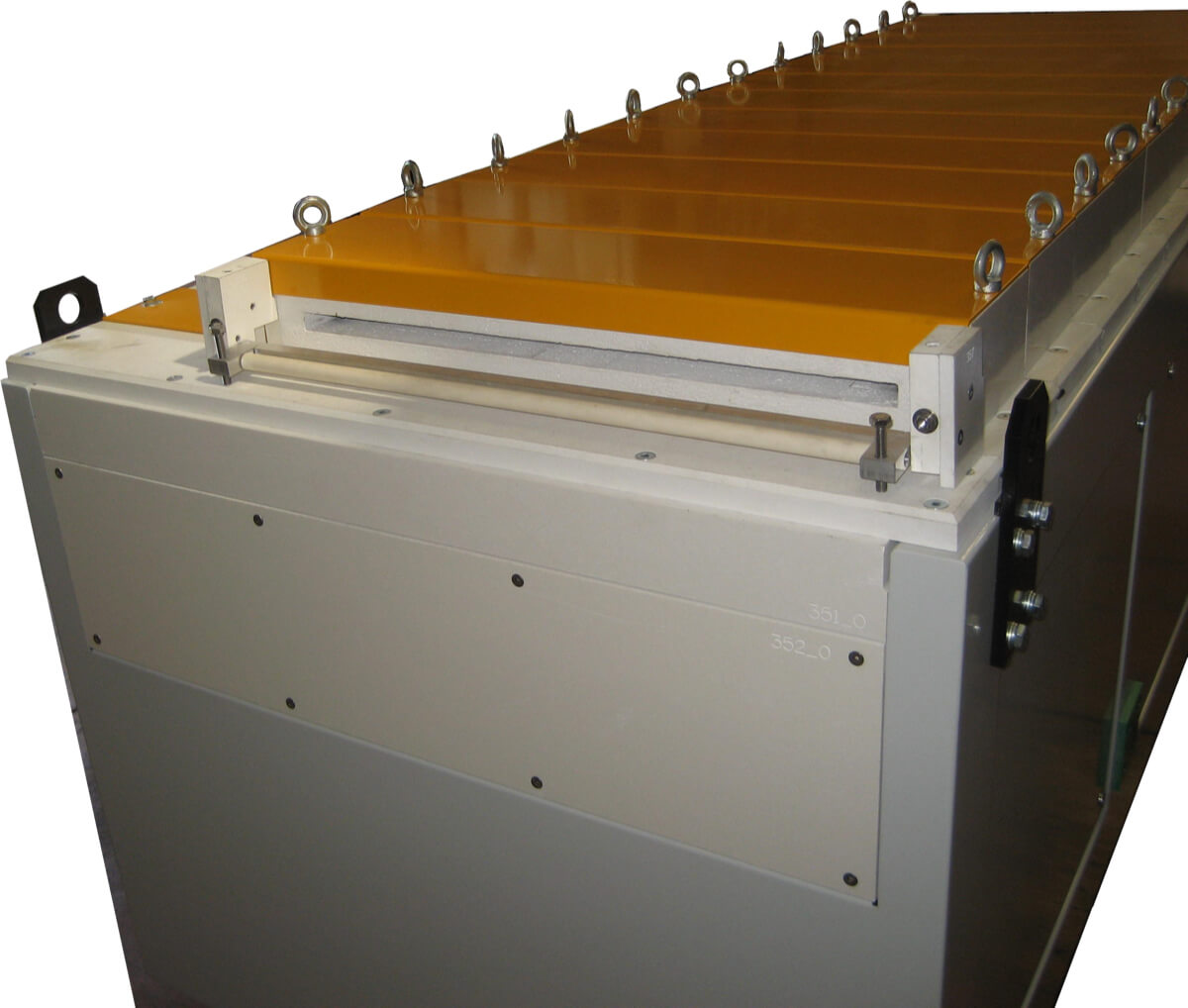
Annealing system of steel cords.





- Diameter range: up to 5,5 mm
- Temperature: up to 730° C