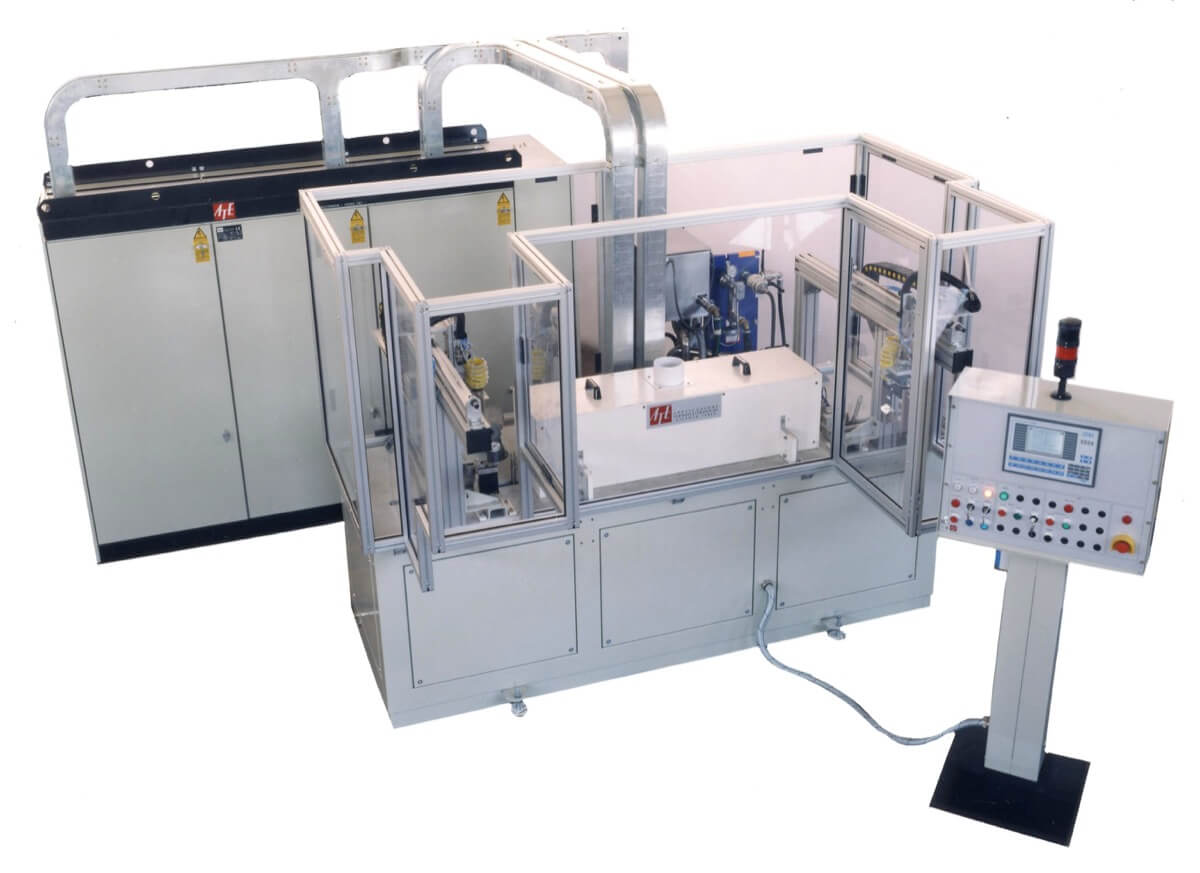
Riscaldo di rotori a gabbia per motori asincroni
È noto che il riscaldo fino a circa 430-450 °C dei rotori di motori asincroni pressofusi (cioè già completi della “gabbia di scoiattolo” in alluminio) ed il successivo raffreddamento naturale in aria (in casi particolari anche in acqua), apporta un apprezzabile miglioramento del rendimento elettrico complessivo del motore. Con questa operazione infatti si realizza il distacco della gabbia di alluminio dal pacco di lamierini riducendo significativamente le perdite di rotore e aumentando la coppia di lavoro.